Modos de Funcionamiento PAW: Microplasma, Corriente Media y Keyhole
Durante el proceso, tanto la densidad energética como las temperaturas, son mucho más elevadas, ya que el estado plasmático se alcanza cuando un gas es calentado a una temperatura suficiente para conseguir su ionización, separando así el elemento en iones y electrones.

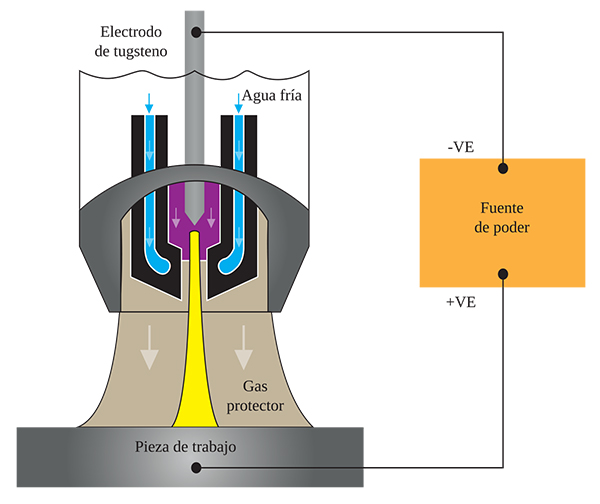
En la soldadura por plasma, la energía necesaria para conseguir la ionización, la proporciona el arco eléctrico que se establece entre un electrodo de tungsteno y el metal base a soldar. Se pueden producir entonces tres modos de funcionamiento, variando el diámetro del agujero y el caudal de gas de plasma.
Microplasma: 0.1A – 15A
El arco de microplasma puede ser operado con corrientes de soldadura muy bajas. El arco columnar es estable, incluso cuando la longitud del arco varía hasta 20 mm. El microplasma se utilizaba tradicionalmente para soldar láminas delgadas (hasta 0,1 mm de espesor), y alambre y mallas. El arco rígido de tipo aguja minimiza el desvío del arco y la distorsión. Aunque el arco TIG equivalente es más difuso, las nuevas fuentes de energía transistorizadas (TIG) pueden producir un arco muy estable a niveles de corriente bajos.
Corriente media: 15A – 200A
A corrientes más altas, de 15 a 200 A, las características del proceso del arco de plasma son similares al arco TIG, pero debido a que el plasma está constreñido, el arco es más rígido. Aunque el caudal de gas de plasma puede aumentarse para mejorar la penetración del charco de soldadura, existe un riesgo de arrastre de aire y de gas de protección a través de una turbulencia excesiva en la pantalla de gas. Cuando se utiliza en el modo de fusión, ésta es una alternativa al TIG convencional. Las ventajas son una penetración más profunda (de mayor flujo de gas de plasma) y una mayor tolerancia a la contaminación de la superficie, incluyendo recubrimientos (el electrodo está dentro del cuerpo de la antorcha). La principal desventaja radica en el volumen de la antorcha, haciendo más difícil la soldadura manual. En la soldadura mecanizada, se debe prestar mayor atención al mantenimiento de la antorcha para garantizar un rendimiento uniforme.
Key Hole: más de 100A
Al aumentar la corriente de soldadura y el flujo de gas de plasma, se crea un haz de plasma muy potente que puede lograr una penetración completa en un material, como en soldadura con láser o haz de electrones. Durante la soldadura, el agujero corta progresivamente el metal, con el charco de soldadura fundido, que fluye hacia atrás para formar el cordón de soldadura bajo fuerzas de tensión superficial. Este proceso se puede utilizar para soldar material más grueso (hasta 10 mm de acero inoxidable) en una sola pasada. Tiene varias ventajas que pueden ser explotadas: penetración profunda y altas velocidades de soldadura.
Este es sólo es un fragmento de la edición número 18 de la revista FerrePro. Si quieres leer el artículo completo adquiérela en Sanborns y puestos de periódicos, o suscríbete.
