Mantenimiento de la Máquina de Corte por Plasma
Aquí una lista de verificación que sirve como un buen punto de partida para un programa de mantenimiento preventivo.

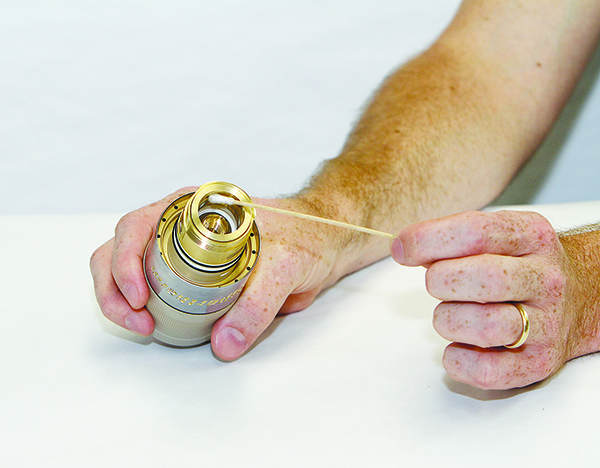
Limpiar el cuerpo de antorcha
Retirar las piezas de la antorcha y examinar el interior de la antorcha. Verificar si hay signos de daños mecánicos en las roscas. Limpiar el interior de la antorcha con un limpiador de contactos eléctricos y un hisopo de algodón. Desconectar la antorcha de su tubo de montaje y deslizar el tubo de nuevo para revelar los conectores del conjunto de cables y mangueras de la antorcha. Verificar si hay fugas o daños en alguna de las conexiones. Limpiar con aire el polvo metálico acumulado.
Limpiar los cables y mangueras de la antorcha
Limpiar o soplar toda la longitud de los cables y mangueras de la antorcha para eliminar el polvo metálico acumulado y la suciedad. El polvo metálico puede causar la disipación del alta voltaje necesario para arrancar el arco de plasma. Comprobar que no haya mangueras retorcidas o desgastadas, cables expuestos, conectores con fisuras ni otros daños. Comprobar que la protección de alta frecuencia tenga una conexión a tierra apropiada.
Limpiar la fuente de energía
Limpiar con aire limpio del taller el polvo metálico acumulado. El polvo metálico puede causar daños a los componentes de la fuente de energía, especialmente a las tarjetas de circuito impreso. Los contactores, los relés, y el conjunto explosor también pueden fallar debido al exceso de acumulación de polvo metálico. Revisar los filtros de aire en la caja de la fuente de energía; reemplazar si es necesario.
Verificar los componentes de enfriamiento de la antorcha
En antorchas enfriadas por agua, verificar el flujo de refrigerante en el tanque por si presenta signos de aire aspirado o flujo reducido. Garantizar que el flujo de retorno esté dentro de los litros especificados por minuto. Comprobar que los interruptores de flujo en la línea de retorno funcionen de manera correcta, el flujo insuficiente de refrigerante puede causar que la antorcha se sobrecaliente. Verificar los filtros de refrigerante y los filtros de la bomba y limpiar o reemplazar según sea necesario. Verificar la resistividad del refrigerante utilizando un medidor de conductividad, si está disponible. La resistividad no debe exceder los 10 micro-ohmios en la mayoría de los sistemas. Descargar y reponer el refrigerante cada 6 meses.
Verificar la calidad del agua
La calidad del agua secundaria es particularmente importante con las antorchas de inyección de agua. La dureza del agua no debe exceder los 8.5 ppm ó 0.5 granos. El agua dura causa que se acumulen depósitos minerales en las boquillas, lo que reduce su duración. Utilizar un ablandador de agua comercial si es necesario. La calidad del agua en la mesa de agua también es importante. Si el agua la mesa está muy contaminada con escoria y polvo metálico, esto puede causar que la antorcha plasma tenga dificultades al arrancar. También puede causar la acumulación de óxido en las piezas cortadas.
Verificar el plasma
La calidad del gas es fundamental para mantener una buena duración de las piezas y la calidad de corte. Para verificar la calidad del aire, mantenga una toalla de papel limpia bajo la antorcha mientras purga el aire por el sistema en el modo TEST. Buscar que no haya contaminación por agua, niebla de aceite ni partículas. Verificar los filtros de forma semanal; vaciar las trampas de humedad cada vez que comiencen a acumular agua.

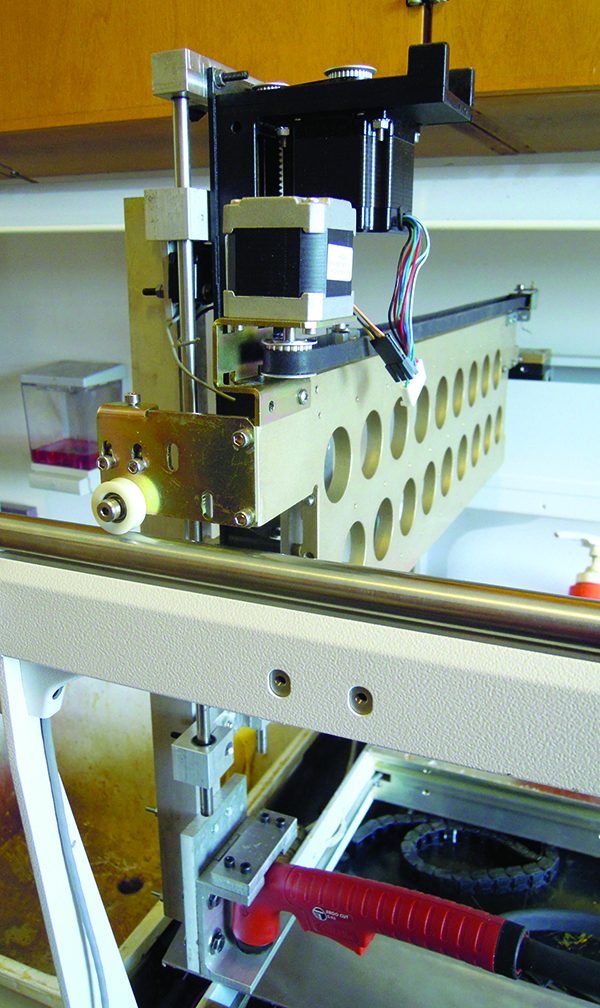
Limpiar los componentes de la máquina: carriles, engranajes, soportes y demás
Utilizar un desengrasante y una almohadilla abrasiva para eliminar la grasa, suciedad y polvo metálico. Lubricar los engranajes con un lubricante seco como el polvo de grafito. Si los rodamientos tienen graseras, lubricarlas. No lubricar las secciones de carril, los lubricantes atraerán contaminantes que conducen a un desgaste excesivo.
Nivelar y alinear los carriles
Comprobar que las uniones donde las secciones de carril se unen con una herramienta de acero u otro borde recto de precisión, para verificar si hay falta de alineación. La alineación del carril evitará que los mandos motores creen arrastre. La distancia entre los carriles debe ser constante a través de toda la longitud del sistema.
Alinear y ajustar los engranajes y rodamientos
Los engranajes no deben superponerse por encima o por debajo de la cremallera. Ajustar la alineación de los engranajes para eliminar la holgura entre los engranajes y bastidores. Hacer estos ajustes en las unidades de carril y transversales. Los rodamientos de alineación deben tener una holgura mínima entre ellos y las superficies de los carriles o los carriles cruzados. Estos rodamientos se montan generalmente sobre un excéntrico. Ajustar hasta que no se pueda ver luz entre el rodamiento y la superficie del carril. No apretar demasiado. Con los engranajes impulsores desenganchados, deslizar el haz a través de los rieles para comprobar el enlace. Ajustar en consecuencia hasta que el haz se deslice libremente con poca vibración y poca resistencia.
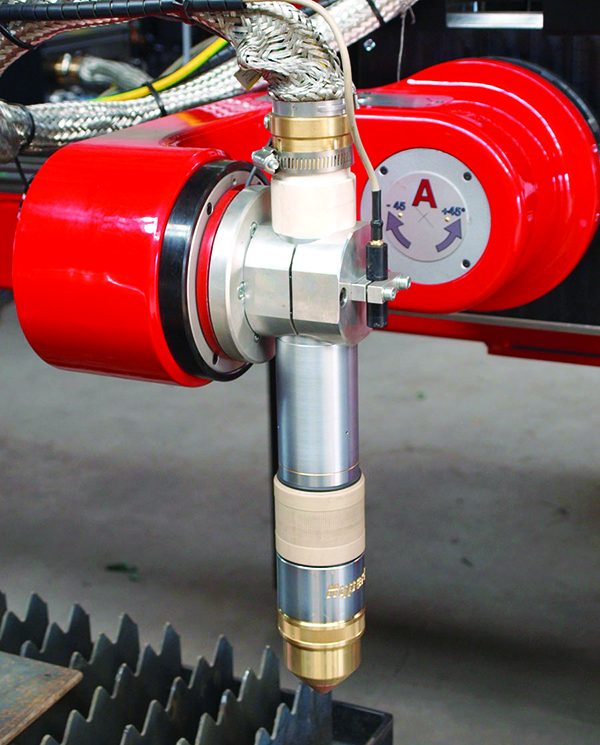
Comprobar la perpendicularidad de la antorcha con respecto a la mesa y la pieza a cortar
Las colisiones pueden golpear las antorchas hasta sacarlas fuera del cuadrado con la pieza a cortar.
Comprobar los límites de seguridad
Los cuales tienen que operar adecuadamente para garantizar la seguridad del operador y evitar daños a la máquina. Mover la máquina a cada límite para probar los interruptores. Garantizar que la máquina se detenga cuando se llegue a cada interruptor. Inspeccionar las paradas mecánicas para garantizar que están en buenas condiciones de funcionamiento.

Afinar los mandos motores y control
La afinación del mando motor puede ser necesaria si los motores parecen estar fuera de sincronización y puede ocurrir que la antorcha no regrese a su posición inicial o que haya inexactitudes en las piezas cortadas, especialmente en movimientos combinados en donde operan las unidades de “x” e “y” al mismo tiempo.
Este es sólo es un fragmento de la edición número 17 de la revista FerrePro. Si quieres leer el artículo completo adquiérela en Sanborns y puestos de periódicos, o suscríbete.